在標識系統中,腐蝕標牌以其耐候性強、質感獨特的優勢,廣泛應用于工業銘牌、商業標識、電子產品標簽等場景。隨著工藝技術的迭代,腐蝕標牌的制作方法也呈現多樣化趨勢。以下從技術原理、工藝特點及適用場景出發,詳解當前主流的腐蝕標牌技術,為行業應用提供參考。
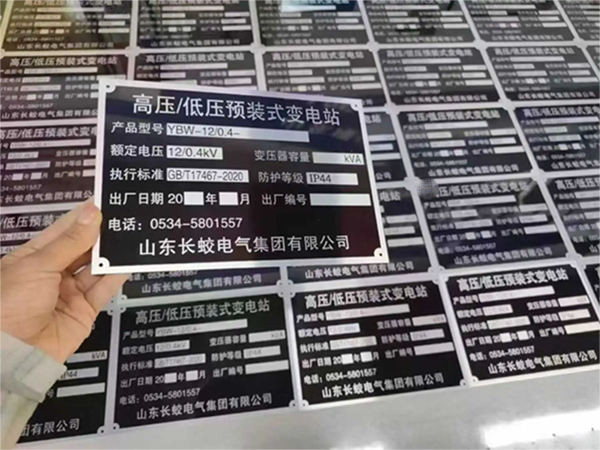
一、化學腐蝕技術:傳統工藝的規模化應用化學腐蝕是最常見的標牌制作技術,其原理是通過強酸、強堿等腐蝕液與金屬表面發生化學反應,刻蝕出預設圖案。具體操作中,需先在金屬板材(如不銹鋼、銅、鋁)表面涂布抗蝕油墨,通過菲林曝光或絲印形成保護圖案,再將板材浸入腐蝕液中,未被保護的區域會被逐步腐蝕,最終形成凹凸有致的標識。
技術特點:成本低廉、工藝成熟,適合批量生產,尤其適用于字體粗獷、圖案簡單的工業銘牌(如設備標識、閥門標牌)。但化學腐蝕存在環保隱患,腐蝕液需專業處理,且精細度受限,線條精度通常在0.3mm以上。
應用場景:工廠設備標牌、戶外導向牌、金屬牌匾等對精度要求不高的場景。
二、電化學腐蝕技術:高精度與環保性的平衡電化學腐蝕(又稱電解腐蝕)是利用電解原理進行刻蝕的技術。該工藝以金屬板材為陽極,浸入電解液中,通過電流作用加速陽極金屬溶解,從而形成圖案。與化學腐蝕相比,電化學腐蝕可通過調節電流密度精準控制腐蝕深度,線條精度可達0.1mm,且腐蝕液可循環使用,環保性更強。
技術特點:精度高、表面光潔度好,適合制作細密文字、復雜logo或防偽標識。但設備投入成本較高,且對板材平整度要求嚴格,多用于不銹鋼、銅等導電金屬的高端標牌制作。
應用場景:奢侈品銘牌、電子設備logo、精密儀器標識等。
三、激光腐蝕技術:數字化時代的高效之選激光腐蝕借助高能量激光束直接灼燒金屬表面,通過瞬間高溫使材料氣化或變色,形成永久性標識。該技術無需傳統制版流程,可通過CAD、AI等軟件直接控制激光路徑,實現“即輸即刻”。激光腐蝕的刻蝕深度通常在0.05-0.2mm,表面無化學殘留,且可在非金屬材料(如塑料、陶瓷)上使用。
技術特點:效率高(單張標牌制作時間可縮短至分鐘級)、無污染、支持個性化定制,尤其適合小批量、多品種的訂單。但激光設備成本較高,且深色金屬(如純黑不銹鋼)的腐蝕效果可能受限于材料反光性。
應用場景:電子產品序列號標簽、汽車零部件標識、個性化禮品銘牌等。
四、蝕刻印刷復合技術:藝術與功能的融合蝕刻印刷復合技術結合了絲網印刷與腐蝕工藝,先通過絲印在金屬表面印刷抗蝕油墨圖案,再進行腐蝕,最后通過上色、電鍍等工序完善視覺效果。該工藝可實現多層次色彩、漸變效果,甚至模擬木紋、石紋等特殊質感,兼具標識功能性與藝術裝飾性。
技術特點:圖案表現力強,可實現彩色立體效果,適合對視覺要求高的場景。但工藝步驟復雜,生產周期較長,成本較高。
應用場景:高端商業標識、酒店導視系統、藝術裝置銘牌等。
五、感光蝕刻技術:精密化與標準化的優選感光蝕刻技術類似于電路板(PCB)制作工藝,通過感光油墨曝光顯影形成抗蝕層,再進行均勻腐蝕。該工藝的腐蝕深度可控性強,表面平整度高,尤其適合薄型金屬(如0.1-0.5mm的鋁片、銅片)的精細加工,線條精度可達0.05mm以下。
技術特點:標準化程度高,適合量產精密標牌,如電子元器件標簽、醫療器械標識。但對板材厚度均勻性要求極高,且工藝過程需嚴格控制溫度、濕度。
應用場景:微電子標簽、醫療設備銘牌、航空航天零部件標識等。
技術選擇與行業趨勢不同腐蝕技術各有優劣:化學腐蝕與電化學腐蝕適合金屬材質的規模化生產,激光腐蝕與蝕刻印刷更貼近個性化需求,而感光蝕刻則在精密化領域占據優勢。隨著環保政策趨嚴與數字化技術普及,低污染、高靈活度的激光腐蝕與電化學腐蝕正成為行業主流,同時復合材料(如金屬與亞克力結合)的腐蝕工藝也在拓展新的應用邊界。企業可根據標牌材質、精度要求、量產規模及成本預算,選擇最適配的技術方案。